Дефектоскопия валов
![]()
Валы являются важным элементом различных технических устройств. Для выявления дефектов снижающих надежность и безопасность эксплуатации валов активно применяются методы неразрушающего контроля позволяющие выявлять поверхностные и подповерхностные дефекты без нарушения целостности деталей. Дефектоскопию валов рекомендуется производить при выпуске из производства (входная), при капитальном ремонте и после истечения нормативного срока службы (плановая), а также в случае нарушения правил эксплуатации, когда вал испытывал сильные перегрузки (аварийная).
Усталостные трещины и другие виды дефектов часто зарождаются между шейкой вала и щекой, в галтелях, местах запрессовки, шпоночных соединениях, штоках поршней, у отверстий под смазку. Из-за высоких нагрузок такие трещины постепенно растут, приводя в конечном счете к дорогостоящим поломкам. Дефектам также подвержены зубчатые втулки и муфты в межзубных впадинах компрессоров и элементы валов мощных дизельных двигателей. Наиболее применимыми методами поиска дефектов валов являются: визуальный, магнитный, капиллярный, ультразвуковой и вихретоковый виды неразрушающего контроля.
Наша лаборатория неразрушающего контроля проводит дефектоскопию коленчатых, карданных, распределительных, роторных и других типов валов, в автомобильных, авиационных и промышленных двигателях, в том числе работающих в составе оборудования опасных производственных объектов. Помимо дефектовки валов мы проводим химический анализ состава металла, определение твердости, шероховатости, контроль формы и размеров. Мы имеем аттестацию, опытный персонал и все необходимое оборудование. По результатам работ выдается заключение. Работы проводятся в нашей лаборатории и с выездом по Москве и регионам РФ. Заявки направляйте на kontrol@ntcexpert.ru.





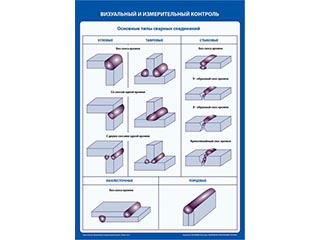
В первую очередь при дефектоскопии валов применяется визуально-измерительный контроль (ВИК). Данный метод является базовыми и предшествует всем остальным видам дефектоскопии. ВИК проводят невооруженным глазом и с применением оптических приборов до 20-кратного увеличения (лупы, микроскопы, эндоскопы, зеркала и др.). Визуальный контроль прост, дёшев и информативен, однако не может выявить внутренние дефекты. Критерии качества при визуальном контроле обычно содержатся в технической документации производителей.
Для контроля валов хорошо подходит магнитопорошковый метод (МК), который выявляет не только поверхностные, но и подповерхностные дефекты на глубине до 2-3 мм. Стационарные магнитные дефектоскопы дают возможность проводить контроль валов больших диаметров. Для повышения чувствительности магнитного контроля можно применять флуоресцентные суспензии. Метод применим только к ферромагнитным сплавам. Контроль магнитным методом проводится в соответствии с ГОСТ Р 56512-2015.
Капиллярный метод (ПВК), как и магнитный имеет высокую чувствительность, но в отличии от последнего не может выявлять внутренние и сильно загрязненные дефекты. Капиллярные методы применяют для контроля валов если их магнитные свойства, форма, вид и местоположение дефектов не позволяют добиться требуемой чувствительности магнитопорошковым методом. При этом оперативность и дешевизна капиллярной дефектоскопии делают ее применимой для поиска типовых поверхностных трещин и в качестве дублирующего метода при сомнении в результатах. Общие требования касающиеся проведения капиллярного контроля содержатся в ГОСТ 18442-80.
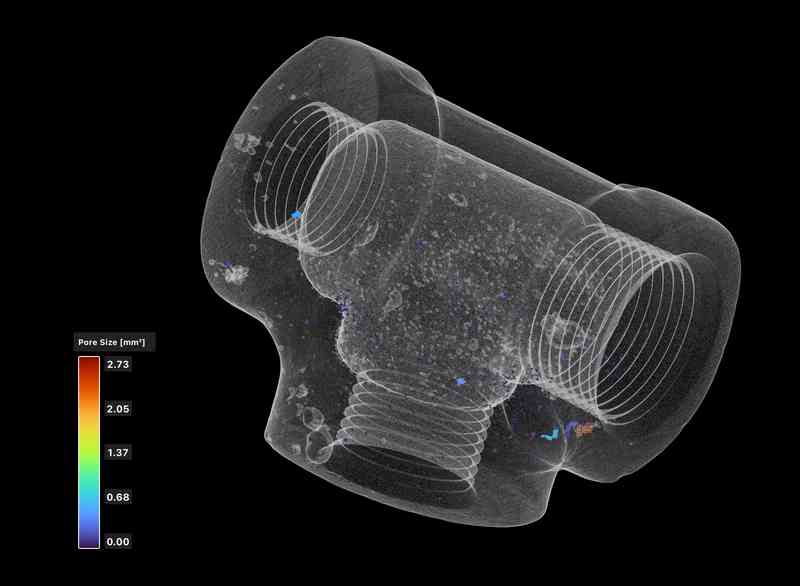
Ультразвуковой контроль (УК) применяют для контроля галтелей подступичной части и мест прессовой посадки (в трубчатых валах). Метод эффективен при контроле внутренних дефектов, таких как раковины, некоторые трещины, пустоты и мелкие поры. При этом метод имеет ограничения на деталях сложной формы и плохо выявляет вертикальные трещины. УК проводят в соответствии с ГОСТ Р 55724-2013 и технической документации производителя.
Вихретоковый метод используют для выявления поверхностных дефектов на галтельных переходах, отверстиях фланца маховика и других труднодоступных местах, таких, как например зубья шлицевого вала. Метод выявляет поверхностные и неглубокие подповерхностные дефекты. Возможен контроль магнитных и немагнитных сплавов. Контроль проводится в соответствии с ГОСТ Р ИСО 15549-2009 и различными отраслевыми нормативами.
Дополнительные материалы:
- ГОСТ Р 53444-2009 Валы коленчатые двигателей. Общие технические требования и методы испытаний.
- 6096-00.002 МУ Методика проведения неразрушающего контроля вала ротора Р-700
- 1198-00.010 МУ Методика неразрушающего контроля вала лебедки ЛВ-12
Смотрите так же разделы: Визуальный и измерительный контроль, Магнитный контроль, Ультразвуковой контроль.
Проведение контроля валов неразрушающими методами возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.