Каталог услуг

Вибродиагностика или вибрационная диагностика — метод неразрушающего контроля технических систем, основанный на анализе параметров вибрации, создаваемой работающим оборудованием, а также вторичных вибраций, обусловленных структурой объекта контроля. Вибродиагностика показывает высокую эффективность контроля роторных машин и механизмов, таких как подшипники, насосы, вентиляторы, рабочие колеса, турбины, компрессоры и т.д.

Техническое освидетельствование (ТО) зданий и сооружений — это визуальная оценка их технического состояния с целью выявления внешних дефектов. В строительном контроле, техническое освидетельствование обычно проводится в отношении котельных, резервуаров, объектов электроэнергетики и других производственных зданий и сооружений в составе опасных производственных объектов подведомственных Ростехнадзору. Проведение своевременного технического освидетельствования является обязательным требованием промышленной безопасности.
Освидетельствование зданий и сооружений стоит отличать от обследования. Освидетельствование — это предварительная, оценка, в то время как обследование — это комплексный анализ, включающий в себя изучение технической документации, визуальный осмотр, детальное инструментальное исследование и обобщение результатов. Освидетельствование может предшествовать обследованию или являться его составной частью, локализуя зоны инструментальной диагностики. Обследование позволяет определить эксплуатационные характеристики объекта, выявить причины аварий и прогнозировать его остаточный ресурс.
![]()
Испытание металлов на твердость является наиболее распространенным видом механических испытаний металла. Существующие методы испытаний твердости металла можно условно разделить на статические, динамические и ультразвуковые. В статических твердомерах индентор находится под нагрузкой от нескольких секунд до минуты, а твердость определяется по размерам полученного отпечатка. Динамические модели определяют твердость по высоте или скорости отскока бойка. В ультразвуковых твердомерах происходит статическое нагружение штока с индентором колеблющимся на высокой частоте, а твердость определяется по изменению частоты колебания. Наиболее подходящий метод испытания твердости металла выбирается исходя из стоящей задачи, механических свойств изделия и условий испытаний.
Применение статических (прямых) методов испытаний твердости, таких как метод Бринелля, Роквелла и Виккерса является более предпочтительными в силу меньшей погрешности и более широкого диапазона измерений. Ультразвуковые твердомеры (метод UCI) позволяют проводить контроль изделий сложной формы, легких и тонких материалов, имеют малую чувствительность к кривизне поверхности. Данный метод хорошо подходит для контроля эксплуатируемых трубопроводов, сварных швов, шестерен, валов, подшипников, клепаных соединений и закаленных поверхностей. Динамические твердомеры, работающие по шкале Либа наиболее применимы при контроле массивных (более 1,5 кг), неразборных деталей, требующих оперативного анализа в условиях производства, например станков, литья и поковок. Для выбора метода испытаний твердости можно воспользоваться таблицей, разработанной нашими специалистами.

Обследование котельных и дымовых труб проводится для определения их технического состояния, напрямую влияющего на безопасность работы, эксплуатационные расходы и остаточный ресурс. Процедуру обследования котельных стоит отличать от освидетельствования. Освидетельствование — это предварительная оценка, в то время как обследование — это комплексный анализ, включающий в себя изучение технической документации, наружный осмотр (по сути, освидетельствование), инструментальное обследование и обобщение результатов. Таким образом, освидетельствование может проводиться независимо от обследования, или являться его частью, локализуя зоны инструментальной диагностики.

Рамановская спектроскопия или спектроскопия комбинационного рассеяния — это неразрушающий метод идентификации полимерных материалов, основанный на оценке интенсивности спектральных полос, возникающих при взаимодействии лазерного излучения с анализируемым полимером. Спектры содержат важную информацию об уникальных свойствах материала, его химическом составе и молекулярной структуре. Метод также применим для анализа жидких и газообразных сред.

Испытания на растяжение - это механический, разрушающий метод, применяемый для определения прочности при растяжении, предела текучести, деформации и других характеристик материала. Испытания на растяжение, наряду с испытанием твердости, являются базовыми видами механических испытаний, определяющими выбор материала и его состояние в процессе эксплуатации. В процессе испытаний образец медленно растягивается до разрыва под растущей нагрузкой. В момент разрыва фиксируется приложенная машиной нагрузка и продольная деформация образца.

Испытания материалов на ударный и статический изгиб — это механические, разрушающие методы, применяемые для определения прочности при изгибе, ударной вязкости, предела текучести, степени напряжения и деформации образцов, а также других характеристик. Результаты испытания на изгиб особенно показательны при оценке поведения поверхностных слоев материала. Для полноты картины об испытуемом образце испытание на изгиб часто дополнятся испытанием на растяжение и сжатие. Результаты испытания на изгиб обычно определяются в процессе испытания на 2х, 3х или 4х-точечный изгиб.

Метод реплик в металлографии, известный также как метод слепков, используется для изучения микроструктуры металлов, когда непосредственное исследование на объекте затруднено или невозможно. Метод включает получение слепка поверхности металла, который затем исследуется в лабораторных условиях. По изображению слепка можно оценить тип структуры, величину зерна, распределение серы и фосфора, наличие составляющих, снижающих пластичность металла, ширину зоны термического влияния в сварных швах, наличие и вид коррозии, зоны возможного зарождения трещин.

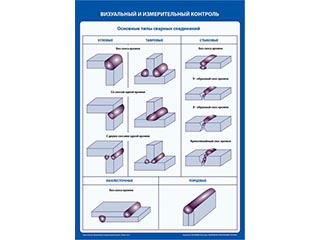
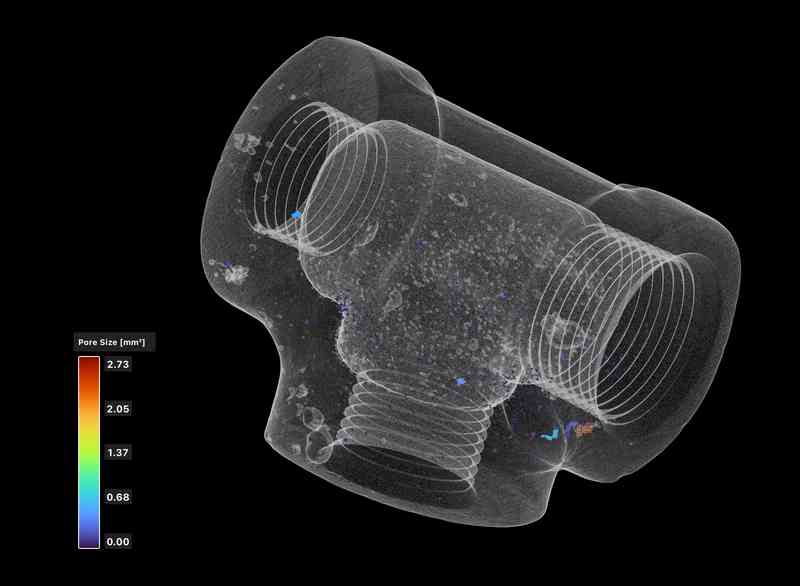
Наша аттестованная лаборатория проводит дефектоскопию сварных швов и основного металла опасных производственных объектов (ОПО) подведомственных Ростехнадзору. Мы оказываем услуги по неразрушающему контролю следующих видов – ВИК, УК, РК, ПВК, ПВТ, ВК, ТК, ЭК. Дефектоскопия сварных соединений выполняется с соблюдением требований нормативных актов и технической документации. Контроль качества сварных швов проводятся аттестованными дефектоскопистами, имеющими всё необходимое оборудование.

Магнитная индукция — сила влияния магнитного поля на движущиеся заряженные частицы. Является векторной физической величиной, т.е. имеет силу и направление. Единица измерения магнитной индукции — гаусс (Гс) или тесла (Тл) в международной системе. 1 Тл = 104 Гс. Для измерения магнитной индукции используются различные измерители напряженности магнитного поля, магнитометры и тесламетры. Эти приборы, часто работающие на основе эффекта Холла, преобразуют магнитное поле в электрический сигнал, который затем можно измерить и оценить.
![]()
Испытание материалов на сжатие - метод, при котором образец сжимается до разрушения. Сила разрушительной нагрузки определяет механические свойства материалов, такие как предел прочности при сжатии, предел текучести, модуль упругости (модуль Юнга) и деформационные характеристики (относительное удлинение, сужение). В процессе испытания на сжатие строятся диаграммы, позволяющие оценить поведение материала. Для полноты картины, данный метод часто дополняется испытаниями на растяжение и изгиб.

Измерение толщины защитного слоя бетона и поиск внутренней арматуры необходимы для подтверждения качества строительных работ, при сверлении и прокладке кабелей. Неверная оценка защитного слоя и местоположения арматуры может привести к нарушению нормативной прочности конструкций и повреждению инструмента. Для оценки этих характеристик применяются специальные магнитные локаторы, позволяющие определить толщину защитного слоя бетона, местоположение арматуры и ее диаметр. Основным документом, касающимся данной темы, является ГОСТ 22904-93 – Конструкции железобетонные. Магнитный метод определения толщины защитного слоя бетона и расположения арматуры.

Анализ чугуна является важным этапом контроля качества в литейном производстве и при использовании чугунных изделий. Комплексный анализ чугуна включает определение его химического состава, структуры и механических свойств. Определение химического состава проводят методами спектрального или химического анализа. Микроструктура определяется в процессе металлографических исследований. Анализ механических свойств дополняют картину данными о прочности на растяжение и сжатие, а также вязкости и текучести анализируемого чугуна.

Контроль адгезии необходим для измерения силы сцепления различных покрытий и оснований. Чем выше адгезия, тем вероятнее выполнение покрытием своих функций - изоляционной, антикоррозионной и других. Низкая адгезия приводит к отслоениям, трещинам и коррозии, снижая срок службы изделий. Методы определения адгезии в общем виде можно разделить на три группы: методы надреза, сдвиговые методы и методы разрушения индентора.

Калибровка динамометрических (моментных) ключей необходима для определения их метрологических характеристик. В отличии от обязательной поверки, калибровка проводится в добровольном порядке, обычно в отношении ключей, применяемых вне сферы государственного регулирования ОЕИ. Калибровка динамометрических ключей может проводиться, как по внутренним методикам эксплуатирующей организации, так и по различным методикам поверки, например МИ 2593–2000 - Ключи моментные. Методика поверки.

Калибровка – это добровольное определение метрологических характеристик средства измерений.
Поверка – это обязательный контроль соответствия средства измерений установленным требованиям.
Свидетельство о поверке подтверждает пригодность или непригодность средства измерения (СИ) к использованию, а сертификат калибровки всегда содержит значения фактической точности и неопределенности, полученные в процессе испытаний. Поверка обязательна для средств измерения, применяющихся в сфере государственного регулирования ОЕИ. Калибровка обычно применяется вне сферы госрегулирования, а также для уникальных систем с измерительными приборами в своем составе.