Каталог услуг

Спектральный (химический) анализ металла – это метод контроля металла на содержание химических элементов, основанный на анализе спектра оптического излучения после его взаимодействия с объектом контроля. Такой анализ часто необходим для проверки марок сталей и сплавов, в том числе алюминиевых, медных, титановых, а также, черных сталей, отличающихся только по углероду. Исследование позволяет определить содержание примесей и соответствие материала требованиям нормативов, тем самым достоверно прогнозировать эксплуатационные характеристики готовых изделий.
Наша лаборатория аккредитована на проведение спектрального анализа состава черных и цветных металлов в диапазоне элементов от углерода до урана (C6-U92), Анализ проводится рентгенофлуоресцентным (РФА) и лазерно-искровым (ЛИЭС) спектрометром. Результаты анализа показывают долю каждого элемента и наиболее близкие по элементному составу марки. Проведение спектрального анализа возможно лабораторно или с выездом на объект заказчика. Цена выездного анализа в Москве начинается от 30 000 руб. Сдать металл на спектральный анализ в нашу лабораторию можно по адресу г. Лобня, ул. Борисова д. 14 к2. Заявки на спектрометрию направляйте по адресу kontrol@ntcexpert.ru.




")


Дополнительные материалы:
- Статьи по спектральному анализу
- ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Методы анализа
- ГОСТ Р 54153-2010. Сталь. Метод атомно-эмиссионного спектрального анализа.
- ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
- ГОСТ 27809-95. Чугун и сталь. Метод спектрографического анализа.
- ГОСТ 27611-88. Чугун. Методы фотоэлектрического спектрального анализа.
- ГОСТ 9717.1-82. Медь. Методы спектрального анализа.
- ГОСТ 9716.2-79. Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам
- ГОСТ 6012-98. Никель. Методы химико-атомно-эмиссионного спектрального анализа.
- ГОСТ 15483.10-2004. Олово. Методы атомно-эмиссионного спектрального анализа.
- ГОСТ 8857-77. Свинец. Метод спектрального анализа.
- ГОСТ 17261-77. Цинк. Спектральный метод анализа.
- ГОСТ 23328-95. Сплавы цинковые. Методы спектрального анализа.
- ГОСТ 23902-79. Сплавы титановые. Методы спектрального анализа.
- ГОСТ 3221-85. Алюминий первичный. Методы спектрального анализа.
Сортировка алюминия
Подпишитесь на наш канал YouTube
Смотрите так же разделы – Измерение ферритной фазы, Металлография, Измерение твердости.

Вихретоковый контроль (ВК) основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля. Высокая чувствительность к микродефектам (до 1 мкм) и применимость к любым токопроводящим материалам, делают вихреток оптимальным для контроля труб, теплообменников, лопаток турбин, колесных пар, прутков, резьбовых соединений, многослойных композитов и деталей сложной формы. Помимо дефектоскопии отдельными видами вихретокового контроля являются толщинометрия покрытий, измерение электрической проводимости, магнитной проницаемости, ферритной фазы и структуры материалов.
Наша лаборатория оказывает услуги по вихретоковому контролю различных объектов. Специалисты, работающие по вихретоку аттестованы на II-III уровень и укомплектованs всем необходимым оборудованием. По результатам контроля выдается заключение установленного образца (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001. Мы также занимаемся разработкой автоматизированных систем и методик вихретокового контроля. Помогаем с выбором оборудования, в том числе нестандартных датчиков. Наш экзаменационный центр готов оказать услуги по аттестации специалистов ВК. Мы работаем с юридическими и физическими лицами. Проведение контроля возможно лабораторно либо с выездом по РФ. Заявки направляйте по адресу kontrol@ntcexpert.ru.





Преимущества вихретокового контроля:
- высокая чувствительность к поверхностным и подповерхностным микродефектам (трещины шириной от 1 мкм);
- применяется для любых токопроводящих материалов;
- высокая производительность (до 10 м/с) и возможность автоматизации;
- возможность проводить контроль через изоляционное покрытие или краску;
- возможность контроля неподготовленных, мокрых и сильно нагретых изделий;
- контактная жидкость не нужна, износ преобразователей минимален.
Недостатки вихретокового контроля:
- малая глубина исследуемой зоны;
- невозможность контроля диэлектриков и материалов с неоднородными магнитными свойствами;
- возможное искажение одного параметра другими, при многоканальном контроле.
Примерная стоимость проведения ручного вихретокового контроля без учета накладных расходов
| Объекты | Стоимость работ | ||
| Контроль 1м2 площади | Чувствит. 0,5/12 мм | Чувствит. 0,5/6 мм | Чувствит. 0,2/3 мм |
| 2 800 – 3200 руб. | 3 200 – 3 700 руб. | 4 200 – 4 800 руб. | |
| Контроль сварных соединений за погонный метр | Чувствит. 0,5/12 мм | Чувствит. 0,5/6 мм | Чувствит. 0,2/3 мм |
| 1 200 руб. | 1 700 руб. | 2 200 руб. | |
| Контроль теплообменного оборудования, печей, межцеховых и подземных трубопроводов |
По заявке | ||
| Анализ содержания ферритной фазы | От 250 руб. за 1 точку | ||
| Измерение толщины покрытий | От 450 руб. за 1 точку | ||
| Разработка методики контроля | От 30 000 руб. | ||
| Разработка специализированного вихретокового преобразователя | От 25 000 руб. | ||
Для более подробного расчета стоимости необходимо сообщить:
- описание объекта контроля: тип изделия, сфера применения, материал, чертеж или фото);
- методика контроля (при наличии);
- место контроля, возможность транспортировки изделия;
- количество объектов контроля.
Основные нормативы по вихретоковому контролю:
- ГОСТ Р 55611-2013 Контроль неразрушающий вихретоковый. Термины и определения
- ГОСТ Р ИСО 15549-2009 Контроль неразрушающий. Контроль вихретоковый. Основные положения
- РД 32.150-2000 Вихретоковый метод неразрушающего контроля деталей вагонов
- РД-13-03-2006 Методические рекомендации о порядке проведения вихретокового контроля технических устройств и сооружений, применяемых на опасных производственных объектах
- ГОСТ Р 50.05.10-2018 Система оценки соответствия в области атомной энергии. Унифицированные методики. Вихретоковый контроль.
- ГОСТ 30062-93 Арматура стержневая для железобетонных конструкций. Вихретоковый метод контроля прочностных характеристик
- ГОСТ Р 51694-2000 (ИСО 2808-97). Материалы лакокрасочные. Раздел 8: Метод № 7 - Метод вихревых токов;
- ГОСТ 27333-87 Контроль неразрушающий. Измерение удельной электрической проводимости цветных металлов вихретоковым методом
Смотрите так же разделы – Проведение УЗК, Проведение ВИК, Магнитный контроль, Капиллярный контроль, Учебные плакаты по вихретоковому контролю.
Проведение вихретокового контроля возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Дмитров, Долгопрудный, Химки, Зеленоград, Красногорск, Балашиха, Королев, Жуковский, Люберцы, Лобня, Подольск, Электросталь, Коломна, Одинцово, Домодедово, Щелково, Серпухов, Ногинск, Пушкино, Сергиев Посад, Воскресенск, Ивантеевка, Дубна, Егорьевск, Чехов, Клин, Подольск, Реутов, Видное, Ступино, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский, Солнечногорск, Кашира, Котельники, Нахабино, Красноармейск, Протвино, Истра, Шатура, Луховицы, Можайск, Дедовск, Ликино-Дулево, Апрелевка, Красноармейск, Озеры, Санкт-Петербург, Екатеринбург, Владимир, Иваново, Калуга, Кострома, Курск, Липецк, Муром, Новосибирск, Обнинск, Омск, Орёл, Псков, Ржев, Ростов, Рязань, Смоленск, Сочи, Тамбов, Тверь, Тобольск, Томск, Тула, Уфа, Челябинск, Ярославль и другие города.

Для защиты металлических изделий применяются покрытия разных типов, в том числе изоляционные и лакокрасочные (ЛКП). В процессе нанесения и эксплуатации покрытий могут возникать дефекты, нарушающие их сплошность и защитные свойства. В связи с этим, контроль сплошности покрытий является важным условием безаварийной эксплуатации в течение всего срока службы промышленных объектов. Данный вид контроля наиболее часто применяется при контроле изоляции трубопроводов, резервуаров, цистерн, кровли и других объектов, где изоляция влияет на сохранения эксплуатационных характеристик.
Наша аттестованная лаборатория оказывает услуги по контролю сплошности покрытий. Работы проводятся дефектоскопистами, аттестованными на II и III уровни согласно СДАНК-02-2020 и имеющими всё необходимое оборудование (дефектоскоп, толщиномер, трещиномер). По результатам контроля выдается заключение о качестве контролируемого объекта (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001. Стоимость электрического контроля сплошности покрытий начинается от 100 рублей за погонный метр. Для составления КП необходимо дать описание объекта и контролируемого покрытия, сообщить место проведения и количество объектов контроля. Работы возможны в Москве и на всей территории РФ.
Наиболее популярным видом неразрушающего контроля сплошности покрытий является электроискровой метод. Искровые дефектоскопы фиксируют искровые пробои информируя пользователя о наличии дефекта звуковой и световой сигнализацией. Такие приборы работают с напряжением от 0,5 до 35 кВ, позволяя контролировать покрытия толщиной от 40 мкм до 40 мм, и выявлять дефекты размером от 50 мкм. К преимуществам этого метода можно отнести высокие скорость контроля и достоверность результатов. В России данный метод регламентирован ГОСТ 34395-2018.
Другим методом электрического контроля, получившим широкое распространение в зарубежной практике является метод влажной губки (Holiday Testing) описанный в ASTM D 5162: 2015. В отличии от искрового, данный метод использует низковольтное напряжение до 100В, при котором возможность повреждения покрытия искровым пробоем полностью исключена. Недостатками метода являются низкая производительности (губку надо постоянно смачивать и протирать поверхность покрытия после обнаружения дефекта) и низкая чувствительность к дефектам типа утонения и включения.


Статьи и нормативы по контролю качества покрытий
- ГОСТ 34395-2018 - Материалы лакокрасочные. Электроискровой метод контроля сплошности диэлектрических покрытий на токопроводящих основаниях
- ГОСТ 25315-82 – Контроль неразрушающий электрический. Термины и определения.
- ГОСТ Р51164–98 - Трубопроводы стальные магистральные. Общие требования к защите от коррозии.
- Технологическая инструкция компании Роснефть «Антикоррозионная защита металлических конструкций на объектах нефтегазодобычи, нефтегазопереработки и нефтепродуктообеспечения компании»
- ASTM D 5162: 2015 - Стандартный порядок испытания нарушений сплошности (тест Холидей) непроводящих защитных покрытий на металлических подложках
- ВСН 210-87 - Инструкция по применению комплекса устройств для неразрушающего контроля сплошности изоляционных покрытий заглубленных трубопроводов
- Контроль и диагностика поверхностных слоев и покрытий. Тенденции и перспективы
- Электроискровой контроль сплошности защитных лакокрасочных покрытий
- Приборы контроля сплошности покрытий
Наша лаборатория оснащена электроискровым дефектоскопом Elcometer 266
Подпишитесь на наш канал YouTube
Заявки на услуги по электроискровому контролю сплошности покрытий направляйте по адресу kontrol@ntcexpert.ru. Смотрите так же разделы – Услуги по измерению твердости, Услуги по УЗК, Услуги по измерению шероховатости.
Наша аттестованная лаборатория оказывает услуги по измерению толщины покрытий неразрушающими (магнитным и вихретоковым) и разрушающим методом. Работы проводятся дефектоскопистами, аттестованными на II уровень согласно СДАНК-02-2020, имеющими всё необходимое оборудование. По результатам контроля выдается заключение о качестве контролируемого объекта (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001. Для составления коммерческого предложения необходимо сообщить: описание изделия, материал основания и покрытия, место проведения и количество контролируемых объектов. Проведение работ возможно в московском регионе и за его пределами. Заявки направляйте по адресу kontrol@ntcexpert.ru.
Толщина покрытия играет важную роль в качестве и стоимости изделия. Чаще всего толщина покрытия измеряется с применением методов неразрушающего контроля. Наибольшее распространение получили магнитный и вихретоковый методы. Применимость конкретного метода зависит от материалов покрытия и основания. Магнитные толщиномеры могут измерять толщину немагнитных покрытий на магнитном основании, например толщину изоляции или краски на стальной основе (подробнее). Вихретоковые модели контролируют толщину электропроводящих немагнитных покрытий на магнитном и немагнитном основании, например гальванику на стали, лакокраску на пластике и цветных металлах. Полную классификацию применимости методов измерения толщины покрытий можно посмотреть здесь.





Статьи и нормативы по толщинометрии покрытий
- ГОСТ 27750-88 - Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытий
- ГОСТ 31993-2013 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
- Вихретоковый фазовый метод измерения толщины гальванических покрытий
- Магнитные толщиномеры – виды, возможности, недостатки
- Толщинометрия защитных покрытий на трубах магистральных нефте- и газопроводов
- Толщинометрия изделий и покрытий
- Измерение толщины покрытий из драгоценных металлов с использованием вихретокового вида контроля
Смотрите так же разделы – Услуги по измерению толщины металла, Услуги по измерению твердости, Услуги по УЗК, Услуги по измерению шероховатости, Толщиномеры покрытий.
В нержавеющих аустенитных сталях и сварочных материалах важным показателем качества является содержание ферритной фазы (СФФ). Нормальное содержание феррита предотвращает появление горячих трещин, избыток феррита снижает ударную вязкость при высоких температурах и делает материал хрупким при низких. Методы определения содержания ферритной фазы в прутках аустенитной стали описаны в ГОСТ 11878-66. Определение содержания ферритной фазы в металле сварного шва регламентировано ГОСТ Р 53686-2009 (ISO 8249:2000).
Наша аккредитованная лаборатория оказывает услуги по определению содержания ферритной фазы различных металлов в диапазоне от 0,1 до 80%. Работы проводятся аттестованными инженерами, оснащенными поверенным ферритометром. По результатам контроля выдается заключение испытательной лаборатории. Проведение работ возможно в нашей лаборатории, а также с выездом по всей территории РФ. Для составления коммерческого предложения сообщите описание объекта, материал, объем и место контроля. Заявки на определение содержания ферритной фазы направляйте по адресу kontrol@ntcexpert.ru.


Смотрите так же разделы – Ферритометры, Услуги по ультразвуковому контролю, Услуги по капиллярному контролю, Услуги по магнитному контролю.
Наша аттестованная лаборатория оказывает услуги по контролю бетона методом упругого отскока, УЗК и магнитной индукции. Данные методы дают возможность определять прочность бетона, наличие внутренних дефектов, глубину и диаметр арматуры. Неразрушающие методы применимы, когда нет возможности изъятия образцов для контроля прямыми методами, особенно в процессе строительства и реконструкции. Процедура обследования бетонных конструкций регламентирована ГОСТ 22690-2015 и ГОСТ 17624-2012. Общие правила проверки качества бетона изложены в ГОСТ 18105-2010. Подробнее о методах контроля бетона можно почитать здесь.
Работы проводятся специалистами, аттестованными на II уровень согласно СДАНК-02-2020 и имеющими всё необходимое оборудование. По результатам контроля выдается заключение аттестованной лаборатории (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001. Стоимость работ по измерению твердости начинается от 500 руб. за 1 точку. Для составления КП необходимо сообщить метод необходимых испытаний, чертеж или фото, место проведения и количество контролируемых объектов. Контроль возможен в Московском регионе и за его пределами.




Дополнительная информация:
- Пример отчета по измерению прочности бетона, толщины защитного слоя и диаметра арматуры
- Методы неразрушающего контроля прочности бетона
- Определение прочности бетона с использованием молотка Шмидта (по DIN EN 12504-2: 2001-12)
- Определение прочности бетона на отрыв адгезии нанесённых на бетон покрытий
- Трещины в бетоне (по DIN 1045-1: 2008). Наблюдение за трещиной и определение ширины раскрытия трещины в бетоне
- Способы измерения твёрдости металла, резины, бетона
Заявки на услуги по контролю бетона направляйте по адресу kontrol@ntcexpert.ru. Смотрите так же разделы – Визуальный и измерительный контроль, Магнитный контроль, Капиллярный контроль, Определение прочности бетона.
Капиллярная дефектоскопия (КД) — самый чувствительный вид неразрушающего контроля, способный выявить поверхностные дефекты с шириной раскрытия менее 1 мкм, определяя их расположение, протяженность и поверхностную ориентацию. Капиллярный контроль применяется для поиска малых поверхностных дефектов, которые не могут быть обнаружены визуальным методом. Данный метод используется для контроля объектов любых размеров и форм, изготовленных из черных и цветных металлов, стекла, керамики, пластмасс и других материалов. Метод плохо применим для пористых материалов и деталей с шероховатостью поверхности более Ra 3,2 (Rz 20). Контроль капиллярным методом проводится по ГОСТ 18442 определяющим классы точности, процесс контроля, применяемые материалы и уровни подготовки специалистов.
Наша аттестованная лаборатория оказывает услуги по капиллярному контролю различных объектов. Работы проводятся дефектоскопистами имеющими всё необходимое оборудование и аттестованными на II и III уровни по СДАНК-02-2020. Проведение работ возможно в ЦФО и за его пределами. По результатам контроля выдается заключение о качестве контролируемого объекта (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001-2015 в системе Росаккредитации. Примерная стоимость капиллярного контроля без учета накладных расходов приведена в таблице. Для составления КП необходимо сообщить описание объекта, сферу применения, материал, чертеж или фото, место проведения и количество контролируемых объектов. Заявки направляйте по адресу: kontrol@ntcexpert.ru.
| Сварное соединение труб диаметром: | Ø22 - Ø114 мм | Ø133 - Ø325 мм | Ø377 - Ø720 мм | Ø860 - Ø1 420 мм |
| до 1 500 руб. | до 4 000 руб. | до 9 000 руб. | до 16 000 руб. | |
| Контроль сварных соединений и основного метала: | 4 000 руб. за 1 п/м | |||
| 8 000 руб. за 1 м2 | ||||
| Наценка при контроле люминесцентным методом | 1,5 | |||
| Разработки методик | от 30 000 руб. | |||







Помимо услуг по капиллярному контролю, лаборатория оказывает услуги:
- Поставка линий капиллярного контроля компании ATG;
- Поставка расходный материалов Нelling, Sherwin и Magnaflux;
- Калибровка образцов для капиллярного контроля;
- Разработка методик и технологических карт;
- Аттестация специалистов капиллярному методу;
- Аттестация лабораторий по капиллярному методу;
- Испытания дефектоскопических материалов.
Смотрите так же разделы – Визуальный и измерительный контроль, Магнитный контроль, Ультразвуковой контроль.
Магнитная дефектоскопия (МК) — один из самых чувствительных видов неразрушающего контроля выявляющий поверхностные и подповерхностные дефекты (на глубине до 2 мм) с шириной раскрытия от 1 мкм. Магнитный контроль может применяться для ферромагнитных металлов, таких как железо, никель, кобальт и сплавов на их основе с относительной магнитной проницаемостью не менее 40. Чувствительность МК зависит от различных факторов, в том числе от магнитных характеристик исследуемого изделия, его формы, размеров и шероховатости (не более Ra 10 / Rz 63), напряженности магнитного поля, ориентации дефектов и качества магнитного порошка. Магнитный вид контроля включает: магнитопорошковый, феррозондовый, магнитографический и другие методы.
Магнитный метод НК эффективен для контроля оборудования АЭС, сосудов работающих под давлением, различных механизмов авиационного и железнодорожного транспорта. В том числе – осей, валов, боковых рам, дисков, и подшипников. Магнитный метод дает надежные результаты при контроле стальных канатов, болтовых, клёпаных, паяные и другие виды соединений. К недостаткам метода можно отнести сложность определения глубины распространения трещин. Основным документом, регламентирующим проведение магнитопорошкового контроля является ГОСТ Р 56512-2015 — Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы.
Наша аттестованная лаборатория оказывает услуги по магнитному контролю различных объектов. Работы проводятся дефектоскопистами, аттестованными на II уровень по СДАНК-02-2020, имеющими всё необходимое оборудование. По результатам контроля выдается заключение о качестве контролируемого объекта (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001 в системе Росаккредитации. Проведение контроля возможно в ЦФО и за его пределами. Примерная стоимость магнитного контроля без учета накладных приведена в таблице. Для составления коммерческого предложения необходимо сообщить описание объекта, сферу применения, материал, чертеж или фото, место проведения и количество контролируемых объектов. Заявки направляйте по адресу kontrol@ntcexpert.ru.
| Сварное соединение труб диаметром: | Ø22 - Ø114 мм | Ø133 - Ø325 мм | Ø377 - Ø720 мм | Ø860 - Ø1420 мм |
| до 1 500 руб. | до 4 000 руб. | до 9 000 руб. | до 16 000 руб. | |
| Контроль сварных соединений и основного метала: | 4 000 руб. за 1 п/м | |||
| 8 000 руб. за 1 м2 | ||||
| Магнитная толщинометрия покрытий | От 200 руб. за 1 точку | |||
| Разработки методик | от 30 000 руб. | |||
| Измерение содержания ферритной фазы | От 250 руб. за точку | |||
| Измерение намагниченности деталей | От 1500 за изделие | |||




Помимо услуг по магнитному контролю, лаборатория оказывает услуги:
- Измерение намагниченности деталей
- Поставка стационарных магнитных дефектоскопов ATG
- Поставка расходный материалов Нelling, Sherwin и Magnaflux
- Калибровка образцов для магнитного контроля
- Разработка методик и технологических карт
- Аттестация специалистов по магнитному методу
- Аттестация лабораторий по магнитному методу
Магнитный метод неразрушающего контроля регламентируется следующими российскими и зарубежными стандартами:
- ГОСТ Р 56512-2015 — Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы;
- ГОСТ 8.283-78 Дефектоскопы электромагнитные. Методы и средства поверки;
- ГОСТ 26697-85 Контроль неразрушающий. Дефектоскопы магнитные и вихретоковые. Общие технические требования;
- EN ISO 9934-1 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1 Общие принципы;
- EN ISO 9934-2 Неразрушающий контроль. Магнитопорошковый контроль. Часть 2 Материалы для обнаружения;
- EN ISO 3059 Неразрушающий контроль — Капиллярный и магнитопорошковый контроль. Условия осмотра;
- ISO 3059 Контроль неразрушающий. Контроль методом проникающих жидкостей и методом магнитных частиц. Условия наблюдения;
- ISO 9934 Контроль неразрушающий. Магнитопорошковый метод. Часть 3. Оборудование;
- ASTM E 709-01 Стандартное руководство по магнитопорошковой дефектоскопии;
- ASTM E1444-05 Стандартная методика тестирования с помощью магнитопорошковой дефектоскопии;
- Испытания суспензий и других материалов для магнитного контроля.
Смотрите так же разделы – Визуальный и измерительный контроль, Ультразвуковой контроль, Капиллярный контроль.

Наша аккредитованная лаборатория механических испытаний оказывает услуги по определению твёрдости металла и других материалов. Лаборатория укомплектована опытными инженерами и прецизионными твердомерами всех типов. Каждому испытанию предшествует анализ нормативной документации и особенностей контролируемого материала, по результатам которого выбирается подходящий метод определения твёрдости, оптимальная нагрузка, форма индентора и другие параметры. По результатам испытаний выдается официальное заключение (примеры). Мы работаем с юридическими и физическими лицами, лабораторно и с выездом. Стоимость работ по определению твердости металла начинается от 500 руб. за 1 точку. Наша компания также имеет аккредитацию на поверку и калибровку твердомеров. Мы занимаемся поставкой приборов и разработкой методик испытаний твёрдости металлов, резины и других материалов. Заявки направляйте на kontrol@ntcexpert.ru
Определение твердости является наиболее распространенным методом механических испытаний металла. Существующие методы определения твердости металла можно условно разделить на статические, динамические и ультразвуковые. В статических твердомерах время приложения нагрузки на индентор, составляет от нескольких секунд до минуты, а твердость определяется по размерам полученного отпечатка. Динамическими методами твердость определяют по высоте или скорости отскока падающего бойка. В ультразвуковых твердомерах происходит статическое нагружение штока с индентором колеблющимся на высокой частоте, а твердость определяется по изменению частоты колебания. Наиболее подходящий метод определения твердости металла выбирается исходя из стоящей задачи, свойств материала и условий испытаний.
Применение статических (прямых) методов испытаний твердости, таких как метод Бринелля, Роквелла, Виккерса, Баркола является более предпочтительным в силу их точности и широкого диапазона измерений. Ультразвуковые твердомеры (метод UCI) позволяют проводить контроль изделий сложной формы, легких и тонких материалов, имеют малую чувствительность к кривизне поверхности. Данный метод хорошо подходит для контроля эксплуатируемых трубопроводов, сварных швов, шестерен, валов, подшипников, клепаных соединений и закаленных поверхностей. Динамические твердомеры, работающие по шкале Либа наиболее применимы при контроле массивных (более 1,5 кг), неразборных деталей, требующих оперативного анализа в условиях производства, например станков, литья и поковок. Для выбора метода испытаний твердости можно воспользоваться таблицей, разработанной нашими специалистами.







В таблице перечислены разделы нашего сайта, связанные с услугами по определению твёрдости
Методы определения твердости
Подпишитесь на наш канал YouTube
Смотрите так же разделы – Плакаты – Методы определения твердости, Определение твердости по Роквеллу, Поверка твердомеров, Твердомеры металла, Твердомеры резины, Измерение твердости резины.
Контроль герметичности (течеискание) проводится для выявления течей, обусловленных наличием сквозных дефектов контролируемого изделия. Контроль герметичности основан на применении пробных веществ и регистрации их проникновения через течи при помощи течеискателей и других средств регистрации. Методы контроля герметичности весьма разнообразны и их можно классифицировать по различным классификационным признакам. Краткое описание методов контроля герметичности содержится здесь. Общие положения касающиеся методов и средств испытаний на герметичность установлены ГОСТ Р 51780-2001. Требования к испытаниям для изделий машиностроения и приборостроения содержатся в ГОСТ 24054-80.
Наша аттестованная лаборатория оказывает услуги по контролю герметичности. Контроль возможен с применением различных методов позволяющих выявить утечки воздуха, метана, гелия, водорода, пропана, фреонов и хладагентов различного типа. Работы проводятся дефектоскопистами, аттестованными на II уровень согласно СДАНК-02-2020 и имеющими всё необходимое оборудование. По результатам контроля выдается заключение о качестве контролируемого объекта (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001. Примерная стоимость контроля герметичности без учета накладных расходов приведена в таблице. Для составления КП необходимо сообщить описание объекта, сферу применения, чертеж или фото, место и количество контролируемых объектов. Заявки направляйте по адресу kontrol@ntcexpert.ru.
| 1 м контролируемой поверхности | Сварные швы | Основной металл | ||
| 5 000 руб. | 5 000 руб. | |||
| Контроль протечек газовых систем | От 900 руб. за погонный метр | |||
| Разработки методик | от 30 000 руб. | |||
")




Вакуумно-пузырьковый метод контроля герметичности
Подпишитесь на наш канал YouTube
Смотрите так же разделы – Визуальный и измерительный контроль, Магнитный контроль, Капиллярный контроль.
Ультразвуковая дефектоскопия (УЗК) — один из самых востребованных видов неразрушающего контроля. Ультразвуковой контроль предписан множеством нормативов различных отраслей промышленности. Востребованность УЗК основана на его универсальности. Метод применим для любых однородных материалов пропускающих ультразвук и имеет наибольший уровень выявляемости по сравнению с другими видами НК. Для поиска внутренних дефектов (глубже 1 мм) может быть использован только ультразвуковой и рентгеновский вид контроля.
Наша лаборатория аттестована по УЗК и оказывает услуги по контролю объектов в различных отраслях промышленности. Все допущенные к работам специалисты аттестованы на II уровень согласно СДАНК-02-2020 и укомплектованы поверенным оборудованием. По результатам контроля выдается протокол и заключение установленного образца (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001-2015 в системе Росаккредитации. Проведение УЗК возможно лабораторно и с выездом. Мы также занимаемся разработкой специальных преобразователей, автоматизированных систем и методик ультразвукового контроля по требованиям заказчика. Заявки направляйте по адресу kontrol@ntcexpert.ru.
Преимущества УЗК
- Возможность контроля металлов и не металлов (бетон, пластик, композит)
- Высокая чувствительность к трещинам (ширина до 1 мкм) и порам (до 0,5 мм)
- Возможность автоматизации, высокая скорость контроля
- Портативность, дешевизна, быстрота результата и безопасность по сравнению с рентгеном
- Широкий диапазон контролируемых толщин, от 3 мм до нескольких метров
Недостатки УЗК
- Невозможность контроля крупнозернистых сталей и сплавов
- Трудность контроля маленьких и сложных по форме деталей
- Трудность оценки реального размера и характера дефекта
- Нужна подготовка поверхности, шероховатость не более Rz 40
- Относительная сложность метода


Примерная цена ультразвукового контроля сварных швов приведена в таблице
| Сварное соединение труб диаметром: | Ø28 - Ø273 мм / толщ. 2-14 мм |
Ø377 - Ø720 мм / толщ. 6-22 мм |
Ø820 - Ø1 320 мм / толщ. 6-30 мм |
Ø1 520 - Ø2 220 мм / толщ. 6-50 мм |
| до 5 000 руб. | до 10 000 руб. | до 20 000 руб. | до 30 000 руб. | |
| Контроль сварных соединений и основного метала: | 6 000 руб. за 1 п/м | |||
| 16 000 руб. за 1 м2 | ||||
| Ультразвуковая толщинометрия | От 200 руб. за 1 точку | |||
| Измерение скорости ультразвука | От 1 000 руб. за 1 образец | |||
| Разработки методик | от 30 000 руб. | |||
Для более подробного расчета стоимости необходимо предоставить информацию:
- Описание объекта контроля (тип изделия, сфера применения, материал, чертеж или фото)
- Методика контроля (при наличии)
- Место проведения контроля
- Количество объектов контроля
Помимо ультразвуковой дефектоскопии мы занимаемся:
- ультразвуковая толщинометрия;
- разработка специальных преобразователей для УЗК;
- разработка методик и технологически карт по УЗК;
- измерение скорости ультразвука;
- измерение автоматизированных систем УЗК.
Основные нормативы, регулирующие проведение УЗК:
- ГОСТ Р ИСО 17640-2016 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Технология, уровни контроля и оценки.
- ГОСТ 23858-2019 Соединения сварные стыковые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
- ГОСТ Р 55809-2013 Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерений основных параметров
- ГОСТ Р 55614-2013 «Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования».
- ГОСТ Р ИСО 16809-2015 «Контроль неразрушающий. Контроль ультразвуковой. Измерение толщины».
- Полный перечень ГОСТов по ультразвуковому контролю здесь.
Смотрите так же разделы – Визуальный и измерительный контроль, Магнитный контроль, Капиллярный контроль, Неразрушающий контроль трубопроводов.
Проведение ультразвукового контроля сварных швов возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Дмитров, Долгопрудный, Химки, Зеленоград, Красногорск, Балашиха, Королев, Жуковский, Люберцы, Лобня, Подольск, Электросталь, Коломна, Одинцово, Домодедово, Щелково, Серпухов, Ногинск, Пушкино, Сергиев Посад, Воскресенск, Ивантеевка, Дубна, Егорьевск, Чехов, Клин, Подольск, Реутов, Видное, Ступино, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский, Солнечногорск, Кашира, Котельники, Нахабино, Красноармейск, Протвино, Истра, Шатура, Луховицы, Можайск, Дедовск, Ликино-Дулево, Апрелевка, Красноармейск, Озеры, Санкт-Петербург, Екатеринбург, Владимир, Иваново, Калуга, Кострома, Курск, Липецк, Муром, Новосибирск, Обнинск, Омск, Орёл, Псков, Ржев, Ростов, Рязань, Смоленск, Сочи, Тамбов, Тверь, Тобольск, Томск, Тула, Уфа, Челябинск, Ярославль и другие города.
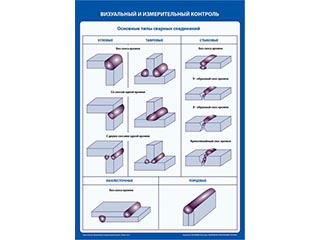
Визуально-измерительный контроль (ВИК) — самый распространенный вид неразрушающего контроля. Согласно нормативным предписаниям ВИК должен предшествовать большинству видов НК, выявляя недопустимые поверхностные дефекты и готовность поверхности для дальнейших исследований. Визуальный контроль относиться к числу наиболее дешевых, быстрых и в тоже время информативных методов неразрушающего контроля. Визуальный контроль на опасных производственных объектах проводится в соответствии с РБ «Методические рекомендации о порядке проведения визуального и измерительного контроля» (РД 03-606-03), содержащей требования к квалификации персонала, средствам контроля и способам оценки результатов.
Наша лаборатория аттестована по ВИК и оказывает услуги по контролю в различных отраслях. Все допущенные к работам специалисты аттестованы на II уровень согласно СДАНК-02-2020 и укомплектованы поверенным оборудованием. По результатам контроля выдается заключение установленного образца (примеры). Высокий уровень организации рабочих процессов нашей ЛНК дополнительно подтвержден сертификатом соответствия ISO 9001-2015 в системе Росаккредитации. Стоимость визуального контроля начинается от 300 рублей за погонный метр. Для расчета полной стоимости необходимо описание объекта контроля, сфера его применения, место, время и количество контролируемых объектов. Заявки направляйте по адресу kontrol@ntcexpert.ru.
Помимо визуального контроля сварных соединений наша лаборатория оказывает услуги:
- Оптический контроль с применением эндоскопов
- Измерение шероховатости деталей и образцов ОШС
- Поверка и калибровка средств визуально-измерительного контроля
- Металлографические исследования
- Разработка методик и технологических карт
- Аттестация специалистов по визуально измерительному контролю
- Аттестация лабораторий по визуально измерительному контролю





Основные нормативы, регулирующие проведение ВИК:
- РД 03-606-03 Инструкция по визуальному и измерительному контролю
- ГОСТ Р ИСО 17637-2014 «Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением»
- EN 970:1997. Европейский стандарт. Неразрушающий контроль. Сварка наплавлением. Визуальный контроль.
- EN 13018:2001. Европейский стандарт. Неразрушающий контроль. Визуальный контроль. Часть 1. Общие принципы.
- Полный перечень ГОСТов по визуальному и измерительному контролю здесь.
Смотрите так же разделы – Ультразвуковой контроль, Магнитный контроль, Капиллярный контроль, Неразрушающий контроль трубопроводов.

Канавочные эталоны (ЭЧК) применяются для оценки чувствительности радиографического контроля. Оценка чувствительности проводится путем сравнения потемнений на радиографическом снимке с размерами эталонных канавок. Подробное описание разновидностей канавочных эталонов можно посмотреть здесь. Поверка канавочных эталонов необходима для проведения радиационного контроля объектов Ростехнадзора и других ответственных объектов в сфере госрегулирования ОЕИ (ст.3 102 ФЗ), например в авиации, атомной и военной отраслях.
Наша лаборатория аккредитована в системе Росаккредитации на поверку и калибровку канавочных эталонов чувствительности российского и зарубежного производства (область аккредитации). Срок выполнения работ: 5-7 рабочих дней. Возможна срочная поверка. При положительных результатах выдается бумажное свидетельство о поверке и вносится электронная запись в ФГИС «АРШИН». Межповерочный интервал 1 год. Для поверки эталонов чувствительности направьте заявку на poverka@ntcexpert.ru. Работаем оперативно.
![]()
Радиусный шаблон — это измерительный инструмент, предназначенный для определения радиуса выпуклых или вогнутых поверхностей. Калибровка радиусных шаблонов необходима для проведения визуального контроля объектов Ростехнадзора и других ответственных объектов в сфере госрегулирования ОЕИ (ст.3 102 ФЗ), например в авиации, атомной и военной отраслях. Технические условия и методы испытаний радиусных шаблонов содержатся в содержатся в ТУ 2-034-228-087. Методика калибровки также описана в МК 01-06-2016.
На сегодняшний день большая часть радиусных шаблонов в Госреестр не внесена. В отношении них проводится процедура калибровки. Основными средствами калибровки радиусных шаблонов являются образцы шероховатости и измерительный микроскоп. Основные операции включают в себя: осмотр, опробование, измерение шероховатости и радиусов изделия. Протокол калибровки радиусных шаблонов можно скачать здесь. Рекомендуемая периодичность калибровки - 1 раз в год.

Наборы щупов используются для определения зазора между двумя плоскостями и применяются при сварочных, фрезерных и слесарных работах. Поверка и калибровка щупов необходима для визуально-измерительного контроля объектов Ростехнадзора и других ответственных объектов в сфере госрегулирования ОЕИ (ст.3 102 ФЗ), например в авиации, атомной и военной отраслях. Поверке подлежат щупы внесенные в Госреестр. В отношении щупов, не внесенных в реестр, возможно проведение калибровки.
Наша лаборатория аккредитована в системе Росаккредитации на поверку и калибровку щупов российского и зарубежного производства (область аккредитации). Срок выполнения работ: 5-7 рабочих дней. Возможна срочная поверка. При положительных результатах выдается бумажное свидетельство о поверке и вносится электронная запись в ФГИС «АРШИН». Межповерочный интервал 1 год. Для поверки щупов направьте заявку на poverka@ntcexpert.ru. Работаем оперативно.


Поверка тепловизора необходима для проведения контроля на объектах Ростехнадзора и других ответственных работ требующих достоверной точности в сфере госрегулирования ОЕИ. Поверка возможна для российских и зарубежных моделей внесенных в Госреестр РФ. Среди наиболее востребованных производителей можно выделить Testo, Fluke, FLIR, NEC, LAND, Baltech, Иртис и ряд конкурирующих с ними китайских компаний. Основным нормативом касающимся поверки тепловизоров является ГОСТ Р 8.619-2006, так же применяются методики различных производителей, например МП 2412-0024-2009 для различных моделей Fluke или МП РТ-1565-2011 для тепловизоров Testo. Для тепловизоров не внесенных в Госреестр возможно проведение калибровки с выдачей сертификата.
Основным средством поверки и калибровки тепловизоров являются протяженное черное тело типа ПЧТ-540/40/100 и эталонный излучатель в виде абсолютно черного тела II КТ. Основные поверочные операции включают в себя: проверку работы в различных режимах, определение угла поля зрения, проверку диапазона измеряемых температур, определение порога температурной чувствительности и ряд других операций. Протокол поверки тепловизора содержится в приложении Г ГОСТ Р 8.619-2006 . Межповерочный интервал - 1 год.
Наша лаборатория оказывает услуги по поверке Российских и зарубежных тепловизоров. Поверка проводится метрологической службой, аттестованной в системе Росаккредитации. При положительных результатах выдается свидетельство о поверке установленного образца. Срок выполнения работ: 5-7 рабочих дней после оплаты. Наша компания также занимается поставкой поверенных тепловизоров. Ознакомиться с перечнем поставляемых моделей можно здесь.
Для поверки тепловизоров отправьте заявку на metrolog@ntcexpert.ru или позвоните по телефону +7 (966) 017-05-62. При необходимости возможна срочная поверка и доставка силами нашей метрологической службы. Смотрите так же разделы – Поверка средств измерений, Нормативы по метрологии, Услуги тепловизионного обследования, Аттестация лабораторий НК, Обучение и аттестация дефектоскопистов, Нормативная база по НК в том числе ГОСТы, РД, ПНАЭ, EN, ISO
Услуги по поверке тепловизоров могут быть оказаны непосредственно в нашей лаборатории либо с доставкой в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.